O que é uma ferramenta de perfuração de carburo? Como escolher uma ferramenta de perfuração de carburo adequada
A Drow Carbide Precision Ltd. lança o Guia da Indústria: Desmistificando a Seleção de Ferramentas de Perforação de Carbide
20 de fevereiro de 2025** - À medida que a inteligência de fabricação acelera, a Drow Carbide Precision Ltd. lançou oficialmente o "Whitepaper de Seleção de Ferramentas de Corte de Alta Precisão," fornecer uma análise aprofundada das características técnicas e estratégias de selecção das ferramentas de perfuração de carburo para as empresas de usinagem.
### Análise Técnica de Ferramentas de Perforação de Carburo
As ferramentas de perfuração de carburo, fabricadas com materiais à base de carburo de tungstênio, demonstram vantagens notáveis:
- **Excepcional resistência ao desgaste**: Dureza até HRA92-94, 5-8 vezes mais vida útil do que as ferramentas HSS
- ** Alta estabilidade térmica**: Resiste a 800-1000°C para corte de alta velocidade
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
### Metodologia de Seleção em Cinco Dimensões
O CTO da Drow Carbide recomenda considerar cinco dimensões críticas:
1. ** Compatibilidade dos materiais**
Ferramentas revestidas CVD para ferro fundido, nano-revestidas PVD para aço inoxidável
2. ** Seleção de ferramentas específicas da operação**
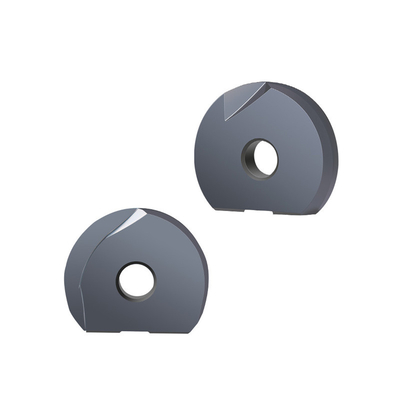
- "Face Grooving":
▸ Adequado para ranhuras de óleo do bloco do motor (largura 2-8 mm)
▸ Recomenda inserção de TPGX com ângulo de aproximação de 85°
▸ Velocidade de corte [v_c = 120-180 m/min] para ligas de alumínio
- Profil de aborrecido:
▸ Processamento de contornos complexos em componentes aeroespaciais
▸ Utilize cabeças de perfuramento de geometria variável com uma repetibilidade de ±0,01 mm
▸ Geometria do quebra-chips: [λ = 15°-20°] para usinagem de aço
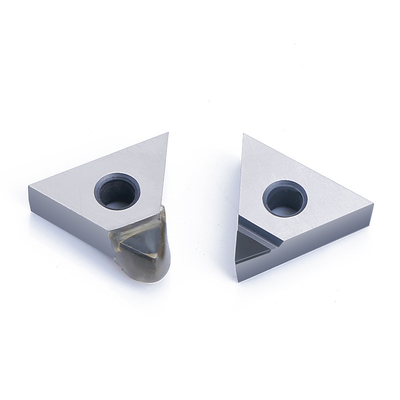
- * Endereçamento interno *:
▸ Usinagem de fios métricos/UN em colectores hidráulicos
▸ inserções de tipo V de 60° com revestimento de TiAlN
▸ Taxa de alimentação [f = pitch vezes 0,7] para fios métricos ISO
- Aborrecido ao contrário.
▸ Mecânica dos revestimentos das turbinas
▸ Cortadores de ângulo inverso com ângulo de condução de 45°
▸ Requisito de rigidez: [k geq 200N/μm] em saliência 5xD
- Aborrecimento interno.
▸ Finalização de furos de precisão geral
▸ Sistemas modulares de perfuração com resolução de ajuste de 0,001 mm
▸ Relação profundidade-diâmetro [L/D p. 4] sem suporte auxiliar
3. ** Parâmetros geométricos **
Seleção do ângulo γ da esteira com base na dureza do material:
[
γ =
Início {casos}
8°-10° & text{Ferro fundido}
12°-15° & text{Alumínio}
final {casos}
]
4. **Sistemas de suportes de ferramentas**
HSK para aplicações de alta velocidade (≤ 18 000 rpm) vs CAPTO para corte pesado
5. **Capacidades dos fornecedores**
Avaliação dos serviços de predefinição de ferramentas, suporte no local e capacidade de resposta de soluções personalizadas
**Acerca da Drow Carbide Precision Ltd.**
Como empresa nacional de alta tecnologia, detemos 12 patentes de ferramentas de carburo e operamos aglomerados de moagem de ferramentas de 5 eixos fabricados na Alemanha, oferecendo uma personalização rápida de 72 horas.www.drowcn.cn.
* Contacto com a imprensa:
Gerente de vendas Sr. Chen. WhatsApp/Wechat: +8618975739143 Zalo/Telegram: +8615622340665
Email: csc@drowcn.cn*


 Por favor verifique seu email!
Por favor verifique seu email!